Проекты/ Металлургия
Реконструкция электропечи для плавки медьсодержащих материалов в электротермическом отделении электролизного цеха АО «Казцинк»
Заказчик: АО "Казцинк", г. Усть-Каменогорск
 Описание технологического процесса: Описание технологического процесса:
Электропечь представляет собой пирометаллургический агрегат закрытого типа, работающий под разряжением, с кессонированным шлаковым поясом и охлаждаемой воздухом подиной. Печь круглая трех электродная, заключенная в металлический кожух. В своде, кроме отверстий для электродов, имеется загрузочное отверстие. В местах ввода электродов в свод установлены кессоны, служащие в качестве уплотнительных устройств.
Подводы воды на охлаждение кессонов обеспечивают возможность контроля расхода и температуры воды.
Непосредственно вблизи печи находится аварийный приямок объемом способным принять весь расплав, находящийся в печи в случаях его аварийного прорыва через футеровку печи.
Температура шлака, 1250-1300оС, достигается за счет джоулева тепла, выделяемого в межэлектродной области шлаковой ванны печи. Загруженная сборным шнеком в шлаковую ванну смесь материалов (шихта) расплавляется, с последующим протеканием реакций суфидизирующей плавки, результатом которой является образование чернового свинца, штейна, шпейзы, шлака и газов. Образующиеся расплавы чернового свинца, штейна, шпейзы и шлака разделяются в печи послойно за счет разной плотности.
Выпуск свинца производится в изложницы переливного исполнения установленные на самоходную тележку, оснащенную электроприводом. Над изложницами установлен вытяжной зонт для удаления отходящих газов.
Выпуск штейна производится в изложницы переливного исполнения, установленные на раму в закрытом коробе, снабженным вытяжной вентиляцией.
Выпуск шлака производится в изложницы непереливного исполнения установленные на самоходную тележку, оснащенную электроприводом. По мере зополнения изложницы шлаком тележка перемещается. Над изложницами установлен вытяжной зонт для удаления отходящих газов.
Газ, образовавшийся в процессе сульфидирующей плавки, отводится через короткий газоход в систему охлаждения и очистки газа состоящую из камеры дожигания и инерционного пылеуловителя, кулеров и группового циклона. После группового циклона газ прошедший грубую очистку дымососом ДН-15 направляется на тонкую очистку в отделения пылеулавливания цеха производства свинца.
Назначение и характеристика АСУТП:
Разработанная данным проектом автоматизированная информационно-управляющая система предназначена для эксплуатации печи электроплавки шликеров электротермического отделения цеха плавки свинца УК МК АО «Казцинк».
Система ориентированна на автоматизированное проведение процесса плавки шликеров в печи, предоставление оператору оперативной информации по всем вопросам, касающимся ведения технологического процесса.
Решение и характеристики системы автоматизации:
Проектом принята трехуровневая система АСУ ТП:
- верхний уровень – автоматизированное рабочее место оператора АРМ;
- средний уровень – программируемый контроллер Delta-V фирмы Emerson;
- нижний уровень – датчики и исполнительные механизмы технологического оборудования.
Верхний уровень запроектирован на базе двух центральных управляющих компьютеров.
 Функции ведущих элементов выполняют контроллеры среднего уровня Delta-V, которые осуществляют ввод-вывод сигналов локальных устройств, производят необходимые расчеты, управляют исполнительными механизмами, передают данные в компьютеры верхнего уровня. Функции ведущих элементов выполняют контроллеры среднего уровня Delta-V, которые осуществляют ввод-вывод сигналов локальных устройств, производят необходимые расчеты, управляют исполнительными механизмами, передают данные в компьютеры верхнего уровня.
Нижний уровень АСУ ТП представлен датчиками технологического оборудования, принятыми на основе изделий фирм «Manotherm», «Endress-Hauser», «Bero».
Система осуществляет следующие функции:
- прием данных с датчиков, установленных на технологическом оборудовании;
- обработку принятой информации и выдачу необходимых управляющих сигналов;
- индикацию технологических параметров, параметров регулирования контуров управления и состояния оборудования в виде графических мнемосхем на экране дисплея рабочего места оператора;
- сигнализацию выхода параметров за технологические или аварийные пределы изменением цвета фона измеряемого параметра;
- возможность выбора ручного или автоматического режима управления технологическим процессом с пульта оператора с обеспечением в ручном режиме супервизорного управления, в автоматическом – цифрового регулирования;
- возможность управления отдельным регулятором в ручном и автоматическом режиме;
- накопление технологической информации, ведение документирования и архивирования измеряемых технологических параметров, фиксация нарушений технологического процесса с формированием журналов неквитированных и текущих тревог и протокола работы системы;
- распечатку технологических данных и протоколов на принтере по запросу оператора;
- многоуровневый доступ в АСУ ТП через систему индивидуальных паролей по следующим категориям:
- оператор – доступ к регистрации новой смены;
- слесарь КИП – корректировка шкал параметров;
- технолог – корректировка пределов параметров;
- мастер – управление механизмами, корректировка пределов параметров, списка паролей и выход из системы;
- администратор системы – доступ ко всем функциям.
- ведение журнала доступа в АСУ ТП с фиксацией времени изменения технологических параметров и их старых и новых величин;
- возможность администрирования системы и просмотра ее состояния по средствам удаленного доступа;
- выдачу контекстных подсказок по базовым функциям.
Система открыта для наращивания информационных и функциональных мощностей созданием резерва входов-выходов аппаратной части контроллеров в количестве 15% от проектной величины.
Описание автоматизируемых и контрольных функций:
Система автоматического управления технологическими параметрами печи включает:
– управление работой четырех дозаторов шихты;
– управление ПТС: двумя транспортерами, шнеком и элеватором;
– управление положением трех электродов печи;
– управление четырьмя дымососами, их направляющими аппаратами и клапанами;
– управление дутьевым вентилятором;
– поддержание разрежения в печи и газоходе дымососами;
– поддержание постоянной нагрузки на электродах путем их перемещения вручную дистанционно из операторной;
– поддержание постоянного процентного состава шихты, загружаемой в печь, путем управления четырьмя дозаторами.
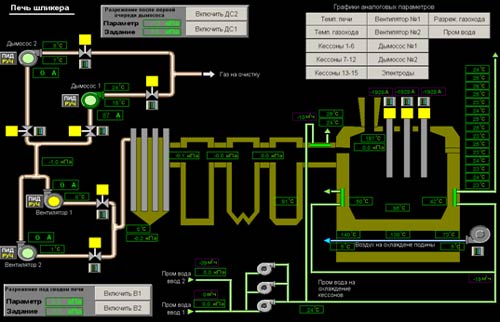
Общий вид мнемосхемы «Печь шликера»
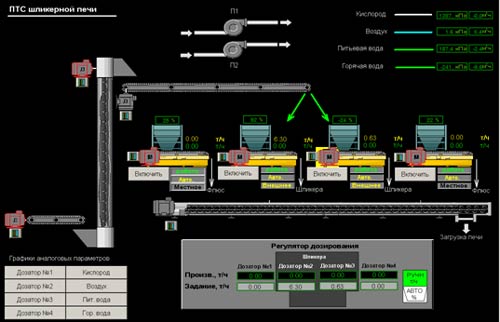
Общий вид мнемосхемы «ПТС шликерной печи»
Сроки реализации проекта:
Год ввода в эксплуатацию: 2009 г.
|








