Проекты/ Строительная промышленность
АСУТП завода по производству изделий из ячеистого бетона
Заказчик: ТОО «Экотон-Батыс»
Описание объекта автоматизации
Объектами автоматизации являются технологические участки:
Участок оборота и отстоя форм, предназначенный для транспортировки форм на участок смешивания, заливки строительной смеси в формы и отстоя полных форм на местах выдержки.
Участок помола песка, выполняющий функцию помола песка заданной массы, приготовления песчаного шлама заданной плотности, транспортировки его на участок смешивания в шламбассейны.
Участок автоклавов, на котором производится закаливание массивов материала в автоклавах, при определенных соотношениях давления и температуры. На участке установлено 5 автоклавов, объединенных в автоклавную установку. Установка приводится в действие насыщенным паром, который создается в собственной котельной.
Участок отопления, включающий в себя паровой смеситель с двумя входными задвижками.
Склад цемента и гипса, выполняющий функцию разгрузки вагонов, хранения, транспортировки цемента и гипса из силосов на участок смешивания.
Участок транспорта готовой продукции.
Требования к системе автоматизации
В системе автоматизации должна быть предусмотрена необходимая избыточность (функциональная, аппаратная, программная) и другие средства обеспечения живучести и надежности ее функционирования при возможных отказах оборудования, ошибках персонала и возникновении непредвиденных ситуаций.
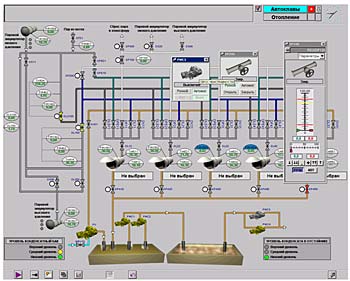
Мнемосхема участка автоклавов
Структура системы
Система автоматизации построена на базе резервированного контроллера SIMATIC PCS7 AS414-4H со станциями ввода-вывода ET200M и представляет собой двухуровневую распределённую систему, работающую в режиме реального времени.
Обмен информацией между верхним и нижним уровнем осуществляется по сети Industrial Ethernet с использованием коммутаторов.
Применены станции ввода-вывода ET200M с поддержкой функции «горячей» замены модулей ввода-вывода.
Обмен информацией между станциями ввода-вывода ET200M и контроллером SIMATIC PCS7 AS414-4H осуществляется по резервированной сети Profibus DP. Обмен информацией с частотными преобразователями MICROMASTER реализован по нерезервированной сети Profibus DP.
На участке оборота и отстоя форм, а также на участке автоклавов управление технологическим процессом и отображение текущей и архивной информации производится на АРМ технологического персонала (PCS7 OS-Station). На участках помола песка и транспорта готовой продукции для управления и отображения текущей информации используются операторские панели фирмы SIEMENS.
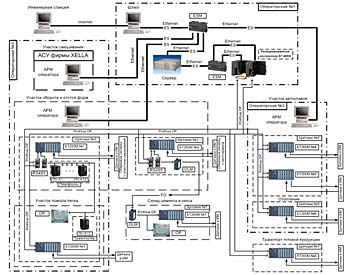
Структурная схема КТС
Перечень реализуемых функций
АСУ участка оборота и отстоя форм предназначена для контроля над протеканием технологического процесса транспортировки (оборота) форм, заливки строительной смеси и ее отстоем. Необходимая информация для наблюдения за технологическим процессом и принятия решения отображается на станции оператора. Для управления технологическим оборудованием участка предусмотрены пульты управления. Работа системы возможна в различных технологических режимах (Разлив, Разлив/Резка, Резка). Управление технологическим оборудованием может осуществляться в Ручном (по командам оператора с пультов) или в автоматическом (без вмешательства оператора) режимах.
АСУ участка помола песка регулирует плотность получаемого песчаного шлама дозированием помолотого песка и воды. Необходимая информация для наблюдения за ходом процесса и принятия решения отображается на панели оператора OP170B.
АСУ участка автоклавов предназначена для обеспечения эффективного диспетчерского контроля над технологическим процессом и дистанционного управления механизмами и электроприводами. Служит для формирования аварийной и предупредительной сигнализации по состоянию оборудования и технологических параметров. Осуществляет противоаварийную автоматическую защиту технологического процесса производства ячеистого бетона, позволяет формировать отчетные и статистические документов по заданным формам.
АСУ участка транспорта готовой продукции выполняет функцию транспортировки разделенных каменных блоков на приготовленных поддонах, упаковки и отгрузки.
Количественные и качественные характеристики системы мониторинга
Количество входов и выходов контроллеров:
| Входы-выходы / PLC |
Оборот и отстой форм |
Помол песка |
Авто-клав |
Транспорт продукции |
Склад цемента и гипса |
Всего |
| Аналоговые входы |
1 |
5 |
41 |
- |
- |
47 |
| Всего аналоговых |
1 |
5 |
41 |
0 |
0 |
47 |
| Дискретные входы |
170 |
60 |
127 |
62 |
50 |
469 |
| Дискретные выходы |
73 |
25 |
37 |
22 |
18 |
175 |
| Всего дискретных |
243 |
85 |
164 |
84 |
68 |
644 |
| Функциональные модули |
1 |
2 |
- |
- |
- |
3 |
| Частотные преобр-ли |
8 |
1 |
- |
- |
- |
9 |
| Контуры регулирования |
- |
1 |
5 |
- |
- |
6 |
Система сдана в промышленную эксплуатацию в апреле 2008г.
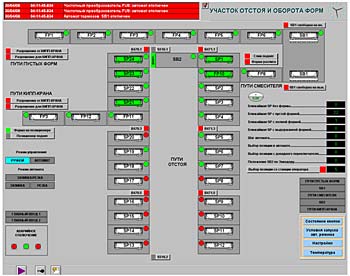
Мнемосхема участка оборота и отстоя форм
|








