Проекты/ Строительная промышленность
Разработка и внедрение АСУТП компрессорной станции АО «БЦК»
Заказчик: АО "Бухтарминская цементная компания"
Описание объекта автоматизации
 Получение сжатого воздуха на АО «БЦК» осуществляется компрессорной станцией, состоящей из четырёх центробежных компрессоров марки К-250. В зависимости от требуемого потребителям количества сжатого воздуха в работе одновременно находятся от одного до трёх компрессоров, четвёртый находится в резерве. Режим работы компрессорной станции – круглосуточный, круглогодичный. Аварийная остановка станции ведёт к остановке всего завода. Из нагнетательной магистрали сжатый воздух поступает в воздушный ресивер, служащий для сглаживания колебаний давления. Из ресиверов сжатый воздух поступает в общий коллектор сжатого воздуха, а уже оттуда, через задвижки, поступает в магистрали потребителей. На магистралях потребителей установлены задвижки с электроприводом и расходомеры сжатого воздуха, с целью регулировки расхода воздуха по каждой из магистралей потребителей. Получение сжатого воздуха на АО «БЦК» осуществляется компрессорной станцией, состоящей из четырёх центробежных компрессоров марки К-250. В зависимости от требуемого потребителям количества сжатого воздуха в работе одновременно находятся от одного до трёх компрессоров, четвёртый находится в резерве. Режим работы компрессорной станции – круглосуточный, круглогодичный. Аварийная остановка станции ведёт к остановке всего завода. Из нагнетательной магистрали сжатый воздух поступает в воздушный ресивер, служащий для сглаживания колебаний давления. Из ресиверов сжатый воздух поступает в общий коллектор сжатого воздуха, а уже оттуда, через задвижки, поступает в магистрали потребителей. На магистралях потребителей установлены задвижки с электроприводом и расходомеры сжатого воздуха, с целью регулировки расхода воздуха по каждой из магистралей потребителей.
Компрессор приводится во вращение от синхронного электродвигателя СТМ-1500-2 мощностью 1750 кВт, напряжением 6000В, с числом оборотов 3000 об/мин. Компрессор марки К-250 имеет следующие технические характеристики:
- объёмная производительность, отнесённая к условиям всасывания - 250 м3/мин;
- конечное давление – 9 кгс/см2;
- температура воздуха на входе всасывающего патрубка - 20?С;
- число оборотов в минуту – 11230 об/мин.
Для обеспечения смазкой подшипника компрессора и редуктора, компрессор снабжается масляной системой состоящей из следующих узлов:
- главного зубчатого масляного насоса производительностью 250 литров в минуту, приводимого от колеса редуктора;
- пускового зубчатого электронасоса производительностью 180 литров минуту при n= 2870 об/мин;
- масляного бака, ёмкостью 1800 литров, с фильтрами;
- двух маслоохладителей общей поверхностью охлаждения 10 м2;
- маслопровода с арматурой.
Требования к системе автоматизации
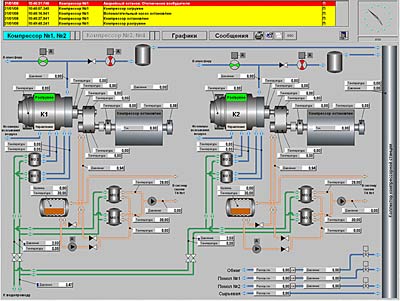
Назначение системы автоматизации – контроль и регулирование параметров технологического процесса получения сжатого воздуха в автоматическом режиме. Система автоматизации позволяет выполнять в автоматическом режиме следующие функции:
- подготовка к пуску и автоматический пуск компрессора;
- контроль технологических параметров процесса получения сжатого воздуха;
- формирование сигнализации при выходе параметра за установленные контрольные границы;
- аварийный останов при аварийных значениях технологических параметров;
- технологический останов компрессора в автоматическом режиме;
- регулирование расхода сжатого воздуха в магистралях потребителей.
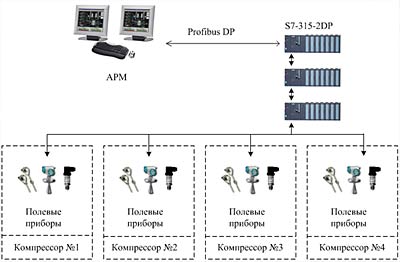
Структура системы
Система автоматизации построена на базе контроллера SIMATIC S7-300 с центральным процессором CPU 315-2DP. Многорядная конфигурация контроллера обеспечивается использованием интерфейсных модулей IM361 и IM365.
Верхний уровень представляет собой рабочее место оператора-технолога на базе персонального компьютера, с установленным программным обеспечением PCS7 OS Single Station v6.1. Для визуализации технологического процесса используются два монитора с функцией мультиэкрана. Связь между контроллером и персональным компьютером осуществляется по промышленной сети PROFIBUS DP.
Сроки реализации проекта:
Год ввода в эксплуатацию: 2008 г.
|