Проекты/ Пищевая промышленность
АСУТП кондитерской фабрики Kondiz
Заказчик: ТОО «Kondiz», г. Семипалатинск
Описание объекта автоматизации
Объектом автоматизации является линии по выпуску кондитерской продукции. В состав основного технологического оборудования системы входят: участки складирования и хранения, взвешивания, дозирования сыпучих материалов (сахар, мука), участок ферментации, сироповарка, участок тестомесов. Проблема состояла в устаревшем контроллерном оборудовании SIMATIC S5, на которое отсутствовала возможность поставки запасных частей и соответственно запуск производства. После обследования объекта было предложено реализовать систему автоматизации на современных контроллерах линейки SIMATIC S7.

Кондитерская фабрика Kondiz
Назначение системы автоматизации
Основным назначением АСУТП является управление технологическим процессом складирования муки, сахара, ферментации, замешивания теста согласно рецептуре.
Основными функциями, выполняемыми системой являются:
- Приготовление теста заданной рецептуры;
- Учет сыпучих материалов;
- система противоаварийных защит и блокировок;
- представление технологической информации на экранах мониторов в виде мнемосхем с различной степенью детализации;
- сигнализация и регистрация сообщений о превышении аварийных, предупредительных и технологических границ;
- долговременное архивирование измеренных значений технологических параметров;
- диагностика работоспособности системы.
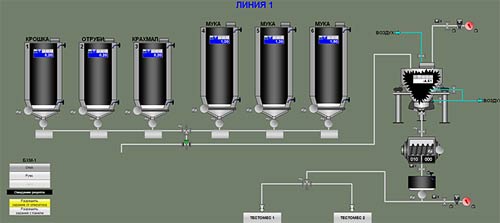
Мнемосхема: «БХМ»
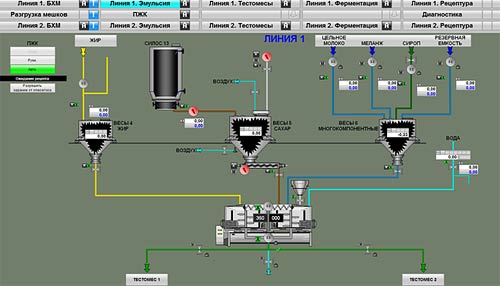
Мнемосхема: Эмульсия
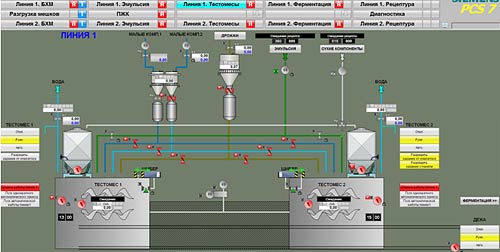
Мнемосхема: «Тестомесы»
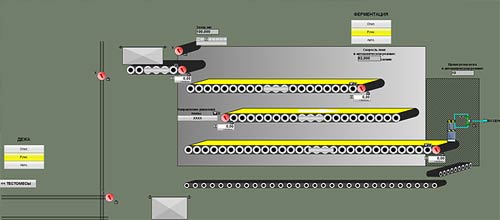
Мнемосхема «Ферментация»
Структура системы
Нижний уровень системы спроектирован на базе контроллера SIMATIC S7-315 2PN/DP со станциями ввода-вывода ET200M, которые осуществляют сбор, обработку технологических параметров и выдают управляющие воздействия на исполнительные механизмы. Связь между контроллером и станциями ввода-вывода осуществляется по сети Industrial Ethernet. Информация c расходомеров воды заводится через модуль скоростного счета FM-350-2. На каждой линии установлены 2 панели оператора KTP 1000 для отображения процессов, протекающих в системе.
Верхний уровень Системы представляет собой одиночные станции оператора PCS7 OS Single Station. Каждое рабочее место машиниста укомплектовано четырьмя мониторами диагональю 24 дюйма.
Передача данных между контроллером S7-315 и станциями оператора производится по промышленной сети Industrial Ethernet с пропускной способностью до 100 Мбит/с.
Сроки реализации проекта:
Разработка ПКД и ПО: июль-август 2013 года.
Поставка шкафов управления, контроллерного оборудования, ПЭВМ и лицензионного системного ПО: август 2013 года.
Пусконаладочные работы: сентябрь – январь 2014 года.
Ввод в эксплуатацию 1 линии: декабрь 2013 года.
Ввод в эксплуатацию 2 линии: январь 2014 года.
|








