|
Проекты/ Энергетическая промышленность
Реконструкция АСУТП котлоагрегата ст. №12
Заказчик: АО «AES Усть-Каменогорская ТЭЦ», г. Усть-Каменогорск
Описание объекта автоматизации
Котлоагрегат №12, установленный на Усть-Каменогорской ТЭЦ, марки БКЗ-320-14-Ф2 Барнаульского котельного завода. Котел вертикально-водотрубный с естественной циркуляцией, однобарабанный, крупноблочной конструкции, выполнен по П-образной компоновке. Котел рассчитан для работы при следующих параметрах:
- производительность - 320 т/час;
- давление перегретого пара за паровой задвижкой - 140 ата;
- температура перегретого пара - 555?С± 2 ?С;
- температура питательной воды - 230?C;
- давление в барабане котла - 158 ата;
- водяной объем котла - 83,6м3;
- паровой объем котла - 48,2м3.
Топка расположена в первом восходящем газоходе, во втором нисходящем газоходе размещены водяной экономайзер и воздухоподогреватель, расположенные в рассечку.
Пароперегреватель котла радиационный, конвективного типа, двухпоточный, выполнен из четырех ступеней с общей поверхностью нагрева 3542 м2.
Котел оборудован двумя системами пылеприготовления с промбункером. Сушка и размол топлива осуществляется в шаровых барабанных мельницах типа ШБМ-287/470 со скоростью вращения 19 об/мин. Электродвигатель типа АЗ-13-52-8 мощностью 500 кВт, напряжение 6000 В, скорость вращения электродвигателя 735 об/мин.
Тягодутьевые установки включают два дымососа двухстороннего всасывания типа Д-20*2 с электродвигателем АЗ-13-52-10 мощностью 400 кВт., с числом оборотов 580 об/мин и два дутьевых вентилятора типа ВДН-18*2 с электродвигателями мощностью 250 кВт., с числом оборотов 970 об/мин.
Требования к системе автоматизации
Котлоагрегат относится к ответственным и опасным технологическим объектам и состоит из различных технологических узлов, отличающихся степенью автоматизации и требующих согласованной совместной работы.
Система автоматизации реализует следующие функции:
- сбор и обработка технологической информации;
- представление информации в виде таблиц, графиков и мнемосхем;
- архивирование технологической информации, предупредительных, аварийных и системных сообщений;
- дистанционное и автоматическое управление технологическим процессом, включая автоматическое регулирование параметров;
- контроль технологических параметров и формирование сигнализации при выходе параметра за установленные контрольные границы;
- аварийные защиты и технологические блокировки.
Система автоматизации включает в себя следующие контуры регулирования:
- Автоматическое регулирование питания котла водой.
- Автоматическое регулирование тепловой нагрузки котла.
- Автоматическое регулирование тяго-дутьевого режима котла.
- Автоматическое регулирование температуры перегретого пара.
- Автоматический пуск и останов пылесистемы, включая регулирование загрузки мельницы, разрежения перед мельницей, температуры аэросмеси, давления первичного воздуха на горелках.
- Регулирование расхода непрерывной продувки.
- Регулирование уровня в баке орошения.
|
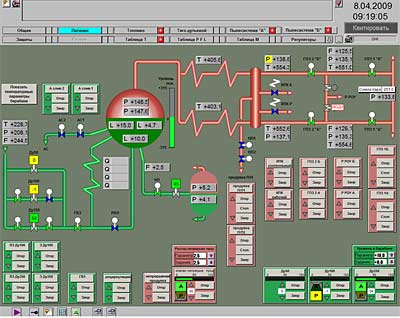
Питание котла водой |
|
|
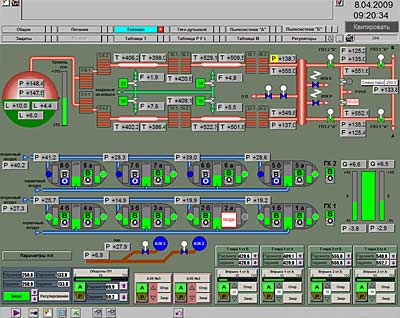
Тепловая нагрузка котла и пароперегрев |
|
|
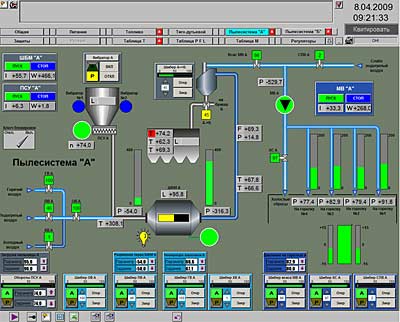
Пылесистема |
|
|
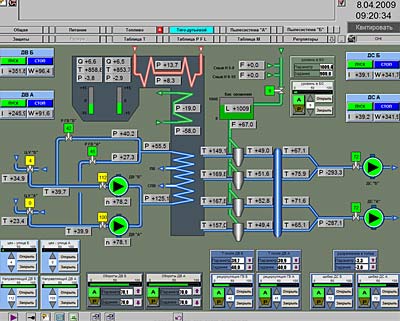
Тяго-дутьевой режим котла |
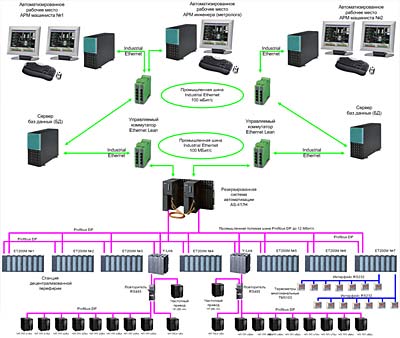
Структура системы
Нижний уровень системы спроектирован на базе резервированного контроллера S7-417-4H со станциями ввода-вывода ET200M, которые осуществляют сбор, обработку технологических параметров и выдают управляющие воздействия на исполнительные механизмы. Станции ввода-вывода ET200M выполнены с функцией «горячей замены», т.е. позволяют заменять функциональные модули, не отключая контроллер и не прерывая технологический процесс. Связь между контроллером и станциями ввода-вывода ET200M осуществляется по резервированной сети PROFIBUS DP. Связь с частотными преобразователями пылепитателей, дутьевых вентиляторов и питателей сырого угля осуществляется по сети PROFIBUS DP.
Верхний уровень Системы представляет собой резервированный сервер баз данных PCS7 OS Server v7.0, к которому в качестве клиентов подключены АРМ машиниста №1, АРМ машиниста №2 и АРМ инженера. Каждый из АРМ машинистов укомплектован двумя мониторами диагональю 19 дюймов.
Передача данных между контроллером S7-400H и Сервером БД производится по резервированной сети Industrial Ethernet «электрическое кольцо» с пропускной способностью до 100 Мбит/с. Связь между АРМами и Сервером БД осуществляется по сети Ethernet.
Сроки реализации проекта:
Год ввода в промышленную эксплуатацию: 2008 г.
|